Doc MasterWood 2
LAMELLO

La lavorazione del lamello può essere eseguita sia su macchine 4 assi che su macchine 5 assi, per ogni tipologia di macchina è previsto un diverso sistema di esecuzione.
Per eseguire le fresate deve essere usato un’ utensile lama/fresa specifico, appositamente costruito per eseguire questo tipo di lavoro.

La lama/fresa ha lo stesso raggio del lamello per tanto non è necessario eseguire alcuna interpolazione ma solo uno scostamento laterale per eseguire il profilo.

Questa lavorazione può essere eseguita su qualsiasi angolo, e in qualsiasi punto del pannello.
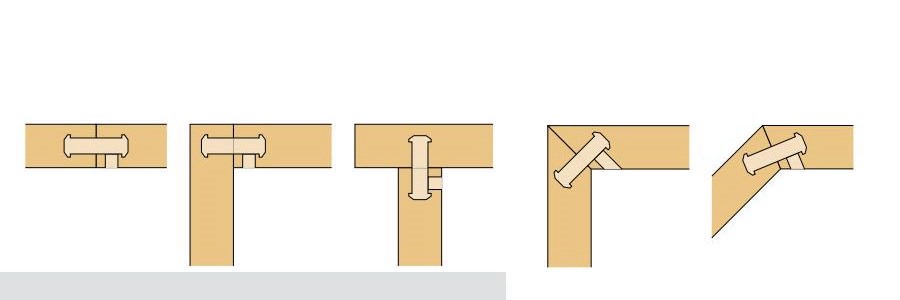
i fori possono anche essere eseguiti con la testa di foratura, in alternativa occorrerà aggiungere un aggregato inclinabile che monterà la punta di foratura
GUIDA LAMELLO MASTERWOORK 1
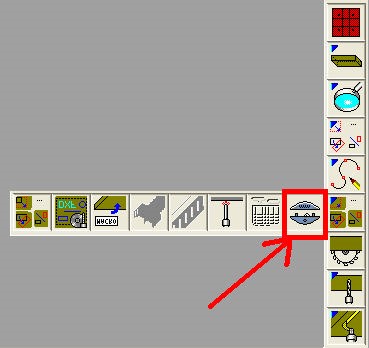
L'icona della funzione lamello è nel manù “modifica lavorazioni”
Ora saranno illustrati i vari campi di programmazione

Punto 1:indica la profondità della lavorazione, varia da lamello a lamello; si consiglia di indicarla almeno 1 mm abbondante.
Punto 2: indica la largezza del lamello, attenzione ad indicarne una supportata dal l’utensile che stiamo utilizzando.
Esempio: se abbiamo un lamello con un tagliente largo 7mm ed il corpo lama è 4mm noi sappiamo che al massimo la lavorazione potrà essere larga (7-4)+7=10 mm altrimenti andremo a "strisciare" il corpo della lama
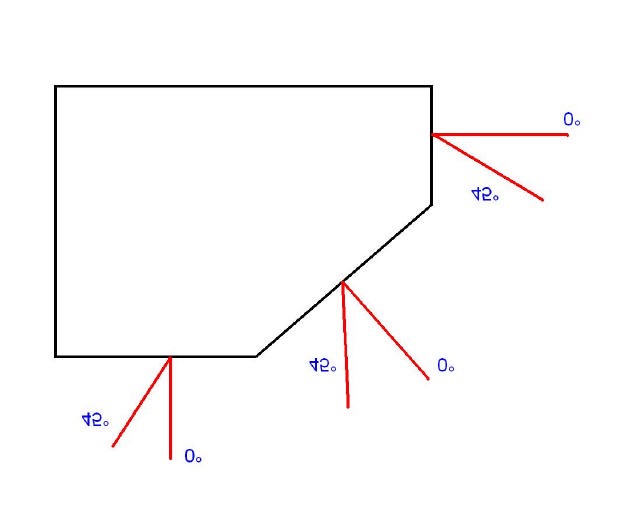
Punto 3: indica l'orienamento dell'asse C (solo su piano superiore), è di fondamentale importanza indicare correttamente gli angoli onde evitare di collidere (vedi figura)
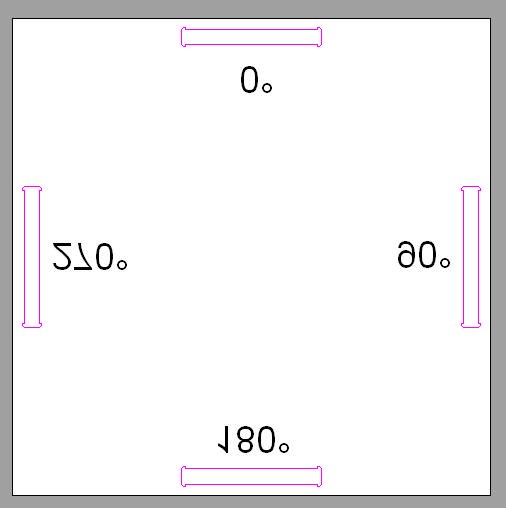
Le freccie indicano la posizione della testina (nel caso macchina 4 assi) o del pantografo ( nal caso macchina 5 assi) N.B.
Nel caso di macchina 5 assi le frecce vanno sul lato opposto per evitare collisioni tra il pantografo e il pannello
Punto 4: indica l'inclinazione del lamello rispetto alla sua verticale relativamente al piano di applicazione.
In base alle diverse configurazioni macchina verificare l’angolo da impistare.
Punto 5: indica la distanza rispetto il bordo del pannello alla quale vogliamo fare il foro per chiavetta (con riferimento al centro), questo foro è possibile eseguirlo sia con il pantografo CU che con le punte a forare, ovviamente se il lamello non è perpendicolare al piano occorre utilizzare il pantografo per poter orientare l'asse A perpendicolare alla lavorazione. Attenzione!! Quando si sceglie con quale utensile eseguire il foro chiavetta non è eseguito alcun controllo di coerenza, quindi noi potremmo programmare un foro chiavetta sul piano superiore utilizzando una punta orizzontale e viceversa, è inoltre possibile programmare un foro chiavetta sul lato SX del pannello indicando una punta orizzontale orientata verso SX (es. T37 o T38) IMPORTANTE
Al momento non è possibile eseguire fori chiavetta su lamelli con angoli di orientamento (punto 3) diversi da quelli notevoli
Distribuzione automatica

Mettendo la spunta dove indicato in figura si abiliterà una distribuzione automatica del lamello, i campi aggiuntivi da compilare sono 3:
A: indica la quota dove piazzare il primo lamello (con riferimento centrale)
B: indica la quota dove piazzare l'ultimo lamello (con riferimento centrale)
N: indica il numero di lamelli da piazzare (minimo 2)
- la progressione è sempre da meno verso più
- per piazzare i lamelli in X si dovrà indicare un angolo di 0° o 180° mentre per piazzarli in Y di 90° o 270°
- non è possibile fare fitting di lamelli piazzati in obliquo o comunque con angoli diversi da quelli noti
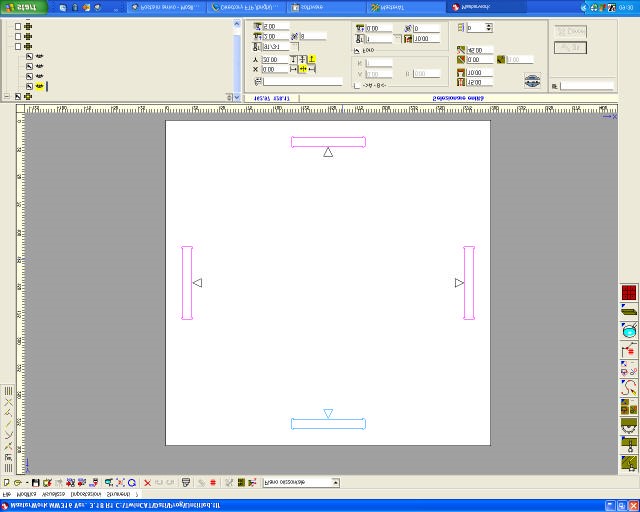
Esempio di fitting lamello
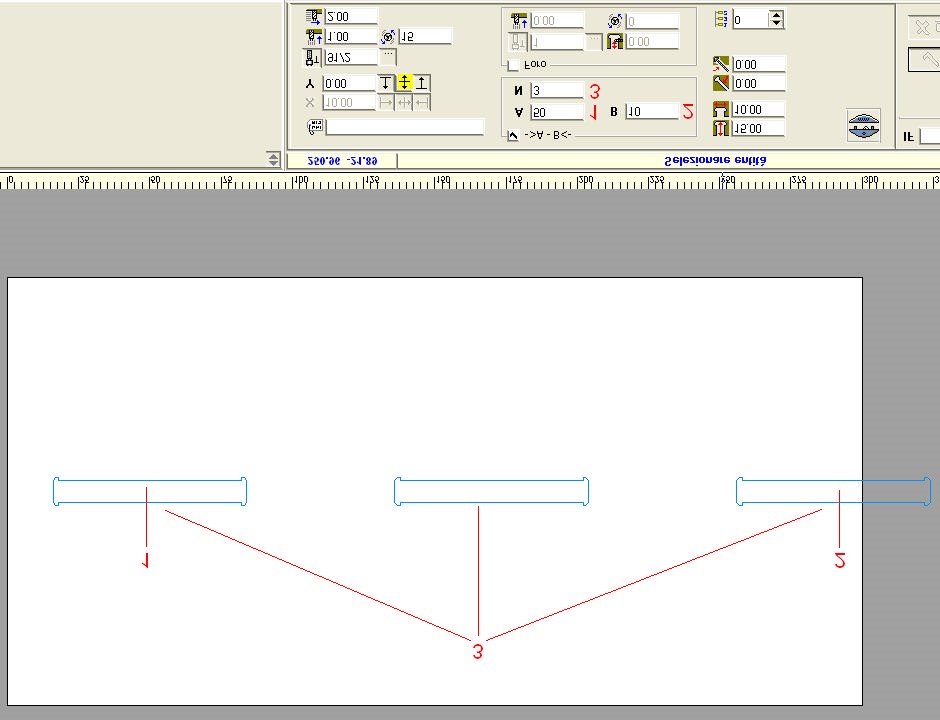
Come si nota dalla figura il punto 1 è dichiarato a 50mm dal bordo sinistro del pannello (perchè lo zero in X parte da sx) mentre il punto 2 a 10mm dal bordo dx, mentre il punto 3 indica il numero di lamelli (tra loro equidistanti) da piazzare all'interno del range indicato
Créé avec HelpNDoc Personal Edition: Ajoutez une couche de sécurité supplémentaire à vos PDF avec le cryptage